Point of sale, display, graphics and signage for both indoor and outdoor use
Need help? Call us at 01347 823 230
Made to order. Printed in-house. Don’t see what you’re looking for? Get in touch - we’re here to help
31/01/2024
Is Screen printing a viable process? What is screenprinting? What is involved in the screen printing process?
I wrote this thesis in 1985 in my final year of a 3 year full time Diploma course in Print Management at Kitson College in Leeds.
Formerly, Leeds College of Print had its own home in the city, but by the time I was there it had been engrossed into the newer Leeds Polytechnic. The printing department’s facilities were shared by day-releasers, part timers, and us…the full timers.
Over my years at Leeds we had studied general business theories; accountancy, law, marketing, costing and estimating and so on…and their relevance to the printing and publishing industries.
As well as the classroom subjects, we studied practical work: graphic design, materials science, reprographics, offset lithography, letterpress printing, print finishing and bookbinding.
One of the requirements of our third, and final year, was to choose a print related topic, worthy of study and research, and write a thesis about it.
My choice of screenprinting as my thesis topic was slightly unusual. Although I had seen glimpses of equipment gathering dust in the practical rooms, we hadn’t actually explored or learned about the process, classed by our lecturers as a bit of a ‘black art’.
At the time of writing, lithography was by far the predominant process in the UK printing industry, having overtaken letterpress ‘relief’ printing some years earlier.
Gravure and flexography had their particular niches in the industry, and then there was screen printing.
Screen printing, silk screen printing or serigraphy was indeed a curious process…and one that I set about investigating.
And so, nearly 40 years later, after having founded, and still run, one of the few remaining large format graphic screenprinting co’s in the UK, I revisit my thesis, and with the hindsight afforded by a long and successful career in the industry, ask and answer a very similar question;
‘Is Screen still a viable process?’
David Willis
This thesis is primarily concerned with examining the suitability of the screen printing process, in today’s highly technical printing industry.
My choice of this area of printing was made because it was evident that the screen process was a sector of the industry, that has been subject to increasing improvements and technical developments, and I was interested in researching into whether screenprinting could be considered as a viable means of production, in industry today.
The high quality and varied applications of modem screen printing have been made possible, not only by the improved machinery, but by the results of constant research and development in the production of inks, mesh materials and stencil systems.
The benefits of these developments have led to a wide range of end uses, from the conventional printing paper and board to complex imprinting and decorating techniques on to materials varying from plastics to glassware.
The contents of this thesis also include an account of the screen process principles and its applications in industry.
Screen printing or serigraphy, is the simplest of the printing processes, being basically a stencilling method, used for the reproduction of an image on to a required substrate.
The printing sequence involves ink being forced through a stencil, which is attached to the underside of a tensioned fabric or wire screen, by means of a polyuerthane squeegee blade. The ink is forced only through the clear, or image areas of the stencil the rest is blocked out by the non-image areas.
The process has several characteristics, which are favourable to the types of work produced using this method.
These characteristics include:
There are also several setbacks to this type of production, which include low productivity, a high cost of drying and the low mileage of the inks used.
The process has developed from a laboriously slow, hand operated practice, to a modern technical printing process, turning out work of a very high standard of quality.
This system is now considered as the fourth major method of producing work along with planographic, relief and intaglis systems, and is estimated to account for 7% of the total printing market in Great Britain.
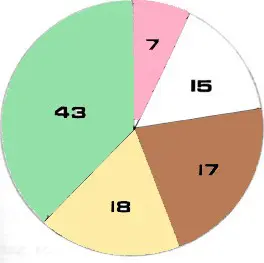 1983
1983
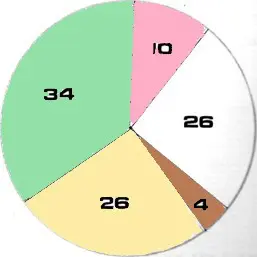 1995
1995
Key to charts:
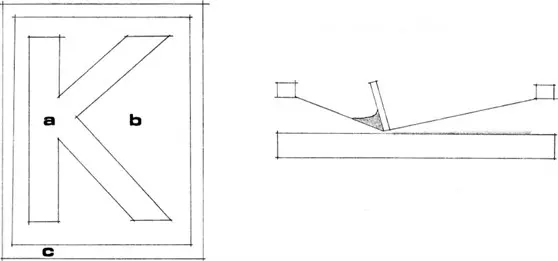
The basic print cycle used in this process, is common to all types of work, produced with this system.
It involves firstly, a ‘flood’ stroke, which pre—coats the tensioned screen ‘with an even coating of ink, which is followed by the printing stroke of the squeegee, which is in the opposite direction to the flood coat. This printing stroke forces the ink through the holes in the screen, and it then passes through the clear image areas of the stencil, to produce an image on to the positioned material below.

![]()
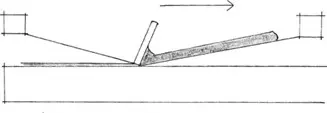
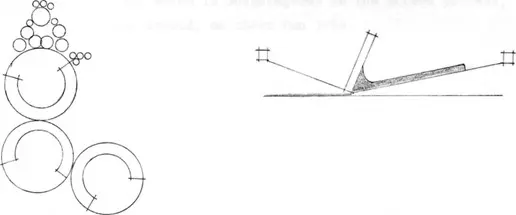
During the printing cycle, the screen is positioned slightly above the material being printed, only being brought into contact, when under pressure from the printing stroke of the squeegee. Immediately after the printing stroke, there must be no contact, and the screen is lifted clear of the material. The distance between screen and substrate is known as the ‘snap off’ height.
The angle between the printed material, and the screen at this point is known as the ‘peel off’. This is of greatest importance for an exact sharp print and image reproduction of the stencil, it also determines the maximum speed of the squeegee.
As the squeegee prints, the peel off angle is reduced, and if the squeegee speed and viscosity of the ink are not set for this minimum angle, an unsharp image will appear at the end of the printing stroke.
The next part of this chapter will examine the various types of equipment available to the screen printer, starting with a summary of the types of screen meshes now used in the industry.
The screen meshes now used in this process have been developed from the original multifilament silk screens, that were used in the infancy of this process.
These silk screens began to be replaced in the 1950’s, with the introduction of a new type of screen, made of nylon filaments, that incorporated improved dimensional stability and strength.
The functions of the screen mesh are to support the image making stencil and to act as a metering device for the ink.
The fineness of the mesh is governed by the amount of individual screen threads in a centimetre, this is known as the ‘mesh count’. The fineness of the mesh used for printing will vary according to the type of work being produced, as jobs vary in the amount of ink required.
In areas of work requiring a thick ink film, the mesh count will be considerably lower than that used for fine half tone reproduction.
Other terms which may occur when dealing with screens are ‘mesh opening and ‘open printing area. The ‘mesh opening’ is defined as the distance between the filaments, and it is used for considering the amount of ink passage through the screen.
The ‘open printing’ area of the screen, is a term used to describe the mesh openings as a percentage of the total fabric.
This open printing area is an important consideration when selecting a suitable screen for a job, as a light quality mesh would have a greater percentage of open printing area than a heavy-duty mesh of the same thread count.
The mesh is mounted to the frame, by means of a pneumatic screen tensioner, this applies an even amount of pressure to the mesh from each edge, then when the tension is applied, the mesh is bonded to the frame by means of a strong adhesive. The use of this type of tensioner, takes away the guessing of stretching the mesh manually, as the tensioner can be set to the required pressure, and then used to tension further screens to a uniform tension.
In many businesses, it is found to be more economical to send screens out to be tensioned, especially in those businesses with a relatively small number of screens. Any slackness or under tensioning of a screen will lead to a distorted print.
There are three major stencil making techniques used in the screen process industry today, they are referred to as indirect, direct and indirect/direct systems, each of which has its own characteristics and individual properties.
This part of the chapter will examine these various methods of photostencil production and comment on the advantages and disadvantages of the three systems.
In this method the light sensitive stencil material is prepared on a clear carrier film backing, and is subsequently laminated on to the underside of the screen before printing.

In this method the tensioned screen is coated with the light sensitive emulsion, which after drying, is exposed to light through a film positive and washed out to provide a direct stencil image on the screen. The stencil is embedded into the mesh fabric and is very robust.
In this system, light sensitive film is laminated to the tensioned screen, with a diazo sensitised emulsion.
The dried stencil is then exposed to the light source through the positive film.
The stencil production cost is naturally an important consideration that must be taken into account when comparing stencil systems. The direct method gives the printer the possibility to vary the stencil thickness and to control the ink deposit by the mesh number, whereas the indirect and the indirect/direct methods are limited by stencil thickness variation and free only as regards the mesh count.
The cost of the ink consumption has to be considered when evaluating the stencil production cost.
There are basically two types of inks used in screen process printing, these are referred to as ultraviolet curing, and solvent evaporation type systems.
Each of the systems has its own individual characteristics and limitations, both of which will be described in this part of the chapter.
This type of ink consists of a binding material and various pigments and additives, suspended in a solvent solution.
The solvents in the ink take the form of organic solvent oils, which evaporate during drying, to leave a solid polymer, unlike the monomers of the U. V. type inks, which link together to form polymers.
The opacity of this type of ink is very good and can be varied depending upon the amount of pigment added. A wide range of solvent based inks are available, to print on any type of surface, including glass, plastics, wood, leather, and metals.
The drying of this type of ink has always been a problem to the screen printer, as the inks are very slow drying, and acceptable drying speeds can only be achieved by the use of large space consuming hot air dryers, that take up twice the amount of space of the printing press and are expensive to run.
Solvent type inks have recently been the subject of increasing legislation, regarding the dangerous, volatile vapours that are emitted during the evaporation of the ink’s solvents.
The thickness of the wet screen ink film varies greatly from the dried ink film, as up to 60% of the inks bulk is evaporated away, during drying. This evaporation of expensive inks by expensive drying methods is a fundamental limitation of this type of screenprinting.
Ultraviolet inks consist of a liquid free from volatile solvents which totally polymerise to a solid polymer when exposed to U. V. radiation. This exposure is referred to as curing.
The ink basically consists of three components, the base polymer, the diluent and the photo—initiator.
The base polymer is the carrier of the colour pigment and forms the basis of the coating film. These polymers are usually in the form of urethanes, polyesters and acrylics, and they account for approximately 70% of the ink’s vehicle formulation.
The diluent is used for the adjustment of the viscosity in the ink, ‘and is a low viscosity liquid, compatible with the base polymers.
The photo—initiator absorbs the U. V. radiation, and then splits up into free particles, which then polymerise the other components. These photo— initiators usually take the form of benzophenone or benzoin ether.
The benefits of printing with U. V. inks are considerable. Not only are they more versatile and give faster curing, but they also offer superb definition of print, and excellent screen stability. The ink has excellent resistant properties and besides the high gloss and good coverage requires no special solvent.
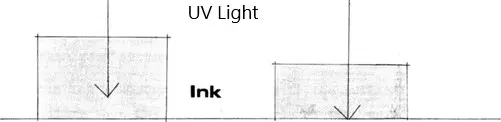
Although U. V. inks appear to offer considerable benefits, the system has not taken off at the same scale as manufacturers had expected. New problems have been encountered in the commercial exploitation of U. V. which need to be understood and overcome to ensure good quality results.
An example of this, is that correct mesh and stencil systems must be selected to ensure acceptable standards of ink curing, since the ink film thickness has a radical effect on curing speeds. Since the absorption of U. V. light drops off dramatically as it penetrates the ink film, if the deposit is too thick, only the surface layers are fully cured leaving a soft underlayer, which can lead to poor scratch resistance.
It has also been found that the curing of U. V. inks is also affected by the pigment levels in the ink, unlike solvent type inks which dry quicker if the pigment levels are increased.
Certain pigment colours absorb more U. V. radiation than others which means that only a limited, and in some cases insufficient, amount of U. V. light to pass through to the photo—initiators in the ink.
The influence of certain pigments on the curing—speed can be seen on the following chart, which shows the maximum curing speed for the various inks
| Ink Colour | Curing Speed | Relative to Yellow |
| Yellow | 140m/min | 100% |
| Red | 120m/min | 86% |
| Blue | 90m/min | 64% |
| White | 60m/min | 43% |
| Black | 40n/min | 28% |
With multicolour work the printing sequence BLACK, CYAN, MAGENTA, YELLOW is used to reverse this problem, as the least reactive ink will receive the highest radiation intensity.
Although solvent type inks may play a major role in the ink used in screen printing to date, the increasing legislation on safety, and the comparatively slow drying nature of these inks may tum more printers to considering the use of U. V. type inks.
At present U. V. curing inks are estimated to only account for approximately 5% of the total ink market, with solvent type inks being most widely used, followed by catalysed systems and plastisols.
The screen printing industry is divided as to the suitability of U. V. cured inks, some believe that the use of this type of ink, when used in conjunction with long or fast run work is the direction in which the industry should be heading.
The others think that although an alternative to solvent based inks is necessary for the screen industry, U. V. cured inks, are not the answer to the problem.
Naturally the question of suitability for the job in hand must be also considered, before writing any system off.
Although a U. V. system could not be run profitably for small, slow run work, I consider that production of large quantities of print, in several colours, and at high speed, could certainly benefit from this type of system.
The advantages of U. V. curing, over solvent evaporation type drying, could lead to improved efficiency in a business, if the quantity of work produced could justify the capital costs of a UV drying system.
In conclusion, I consider that the future for U. V. curable screen inks is good if the printers weigh up carefully what they are gaining over conventional, solvent type systems, and select accordingly, but clearly solvent inks will still have benefits over U. V. for many types of work. Printers must not expect U. V. to be the universal answer.
Choosing a drying system requires an assessment of materials and production volumes as well as a knowledge of available systems. This part of the chapter will study the drying systems available to the screen printer.
Before investing in a drying system, the printer must assess the types of work he is expecting to produce, along with likely production volumes.
The four main types of dryers, along with the drying techniques as shown.
below:
| JET AIR | INFRA RED | U.V. CURING | LONGTIME |
| EVAPORATION | HARDENING | POLYMERISATION | OXIDATION |
This system, which is also known as physical drying, involves drying by evaporation of a solvent in the ink. The drying is increased by blowing air, and supplying heat to the print, in jet dryers. The heated air is blown on to the print through special air nozzles.
These jet air dryers require large amounts of floor space and consume 50% or more of the total power for the full printing line. The dryers not only dry the ink but also the substrate, this leads to material shrinkage.
The length of the dryer is determined by its capacity, this capacity is determined by three factors:
a) The dryer capacity/efficiency
b) The drying speed of the ink
c) Limitations because of the printed material.
This refers to heat shrinkage problems in the printed material itself, and problems brought about by static or distorted materials.
The ink may be dried, but the material may not have cooled down properly, which can cause difficulties in the stacker, especially with p. v. c. and self-adhesives, which can be too flimsy to allow satisfactory stacking.
This is where oxygen in the air, reacts with an oil in the ink, which sets off chemical binding. This process can also be accelerated by heat supply. An example of work dried in this manner is ceramic decals.
The inks that are used need a long time to dry and have to be racked or dried in a long time dryer. The wicket dryer, which can best be described as a conveyorised drying rack, is the most up to date dryer for this type of ink.
The drying times can vary from a couple of hours to 20 — 24 hours. This means that the size of the dryer will be very much affected by the production capacity and also the type of press to be used with it.
This type of drying involves over hardening inks, which are exposed to a high temperature and give a strong durable ink coating, for instance printing on metal plate and glass.
The drying takes place in an infra-red oven, in which the printed substrate passes under heating bars or special heating lamp tubes, which quickly heat the ink layer. This type of drying also affects the substrate, onto which the image is printed, and this limits this system of drying to metal, glass, and ceramic plates.
The most advanced IR—dryers have combined the technology of both jet air and infra-red systems, which can be used for a multitude of inks and substrates. This opens up a quite new view for a screen printer who has a mixed production, or when an accurate high temperature is required.
For special industrial purposes such as printing ceramic ink on glass, which is done for oven doors, glass panels and auto glass, the short—wave dryers are more suitable, which are equipped with lamp tubes which can transmit up to 80 — 85% of their energy as infra—radiation.
This involves the hardening of an ink in the presence of a catalyst when exposed to U. V. radiation.
The use of U. V. inks gives the optimum for very short dryers combined with the printability of extreme fine details without the problems of the ink drying in the screen.
A problem for the versatile screen printer is to have to make a choice between U. V. or conventional inks since U. V. inks cannot be dried in a jet dryer, and a standard U. V. dryer is not suitable for solvent based inks. In such a situation, a multipurpose dryer can be ideal since it can cure U. V. curable inks, and also solvent based inks at full production speeds.
The basic design of this type of combination dryer incorporates a heated and cooled end. The heated end is equipped with heating elements in the jet nozzle, and two U. V. lamps in the cool end. When the dryer is switched to U. V. curing, the power from the heating elements is switched to the U. V. lamps.
The dryers and drying systems available today have been discussed and, I consider that existing systems will remain, but that a development of the dryers will increase both the productivity and possibilities within the industry.
The types of presses used in industry today, will greatly depend upon the areas of work that the individual screen printer is involved with. Although some process printers may require high speed cylinder presses to produce their work effectively, many smaller establishments still solely rely upon manually operated hand type tables, for their production.
Generally, there are 3 main types of screen press used, these are:
These are manually operated presses, in that the printing cycle is performed by the operator, and the stock is both fed and taken from the press by hand. Although this press is very fundamental in design, its simplistic operation and very low cost have attributed to its survival into an automated age. This type of press is used very effectively by small screenprinting concerns to produce short run work on to virtually any surface. realistic print speed of 100 print per hour.
These units use the same principles as the hand table type press, with the exception of having an automated printing stroke as the cycle of the squeegee is powered. The automatic type press has the further advantage of a stream feeder and delivery system. The presses are used in conjunction with an ink drying unit. Respectable daily outputs can be achieved with these presses, and up to 600 prints per hour can be expected when using the automatic press.
These machines vary from the previous flat bed type presses, in that the substrate being printed is carried around a revolving cylinder, and the only movements made by the squeegee are upward and downward motions. The screen itself moves backwards and forwards and the sheet is printed as it passes beneath the screen, as the sheet and the screen move in syncronisation.
This type of press is used to produce long run work and speeds of up to 4,000 prints per hour can be achieved. Due to the nature of the printing cycle, stock can only be printed up to around 700 microns in thickness.
The development of the screen printing press had, until recently, been hindered by the nature of the printing cycle, due to its comparatively slow printing speeds. With the introduction of the cylinder type press, the problems connected with gaining respectable printing speeds appeared to have been diminished, but now with better production capabilities, screen process has been drawn into direct competition against the major printing processes, in many areas of work.
The screen printing industry is divided as to whether direct competition with the other major processes is an advisable step to take. On one side are those that believe that the screen process should only be used to produce work, where its special qualities would be of significant value. On the other are those that consider that the screen process can compete with the other major processes for certain types of work.
When considering the suitable applications for the three types of presses mentioned, it is clear that for small establishments, the low costs of the hand table, will continue to make it a satisfactory piece of equipment for the types of work that small businesses are involved with, although any expanding small business should consider the advantages of a semi or automatic type press, with greatly improved production capabilities.
The cylinder press may be ideal to produce large print run work, but it is considered in industry that this type of press should be used in the production of work not possible by other processes.
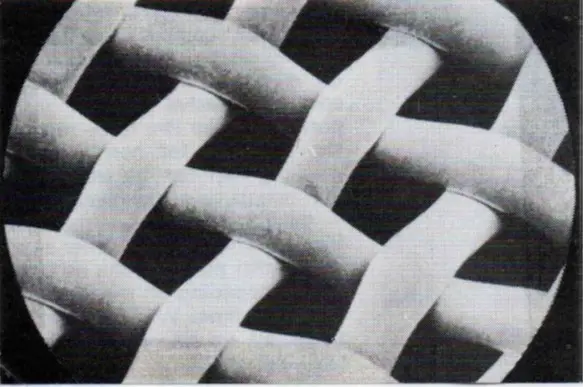
The versatility of the screen-printing process, along with its ability to produce strong, striking colours, has created a more varied range of applications than any of the other printing processes.
There are, of course, limitations to this type of printing and it would be incorrect to think that it could compete with the other processes in many types of production, but the unique characteristics of this process, ensure it to be a more suitable means for the production of particular types of work.
An example of the type of colour strength, that can be gained with screenprinting is shown below.
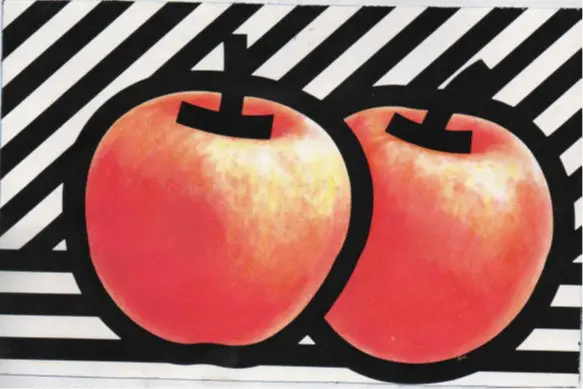
The types of work that can benefit from this process, are as diverse as the materials on to which the screen printer is asked to print, and include point of sale and display items, electronic components, traffic, and other signs, and even the printing of sugar patterns on to biscuits.
The technological developments in the industry, along with the formulations of new inks, have continued to increase the versatility of the screen process, and now it is considered to be the most widely used printing and decorating process in everyday life. Examples of screen-printed work to be found within the home include carpets, wallcoverings, lampshades, instrument panels and ceramic kitchenware.
With such a wide range of applications for this process, the industry has been divided, broadly speaking, in to five main manufacturing areas. These inc lude:
Although the screen process has generally been used for the production of work, in which its special characteristics make the process most suitable, it is now being brought into increasing competition against the other processes, in areas of work where technological developments have improved the standards of quality and output of the finished print.
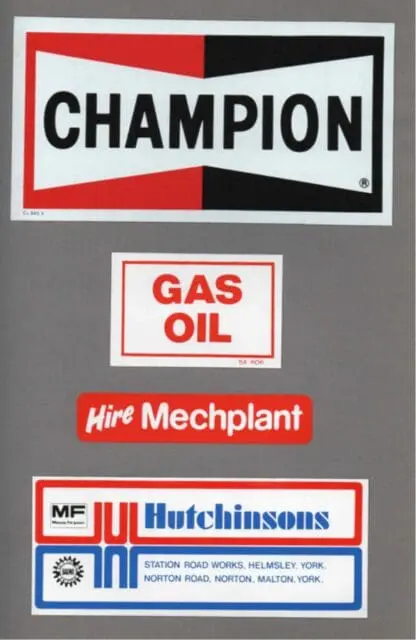
Examples of the type of work in which the screen process is now competing for orders, are the poster and hoarding markets, which had been dominated by offset lithography and printed label work which had been produced by rotary letter— press and flexography.

Although printed labels had been the established markets of rotary letterpress and flexography, advances in screen process machinery and driers have made the screen process a viable alternative to the traditional methods of production.
As well as the improved machinery, the thick ink film thickness of the screen process, means that stronger and more resistant colours can be printed without the need for varnishing, and the other fundamental advantages of quick preparation and versatility are also of great importance.
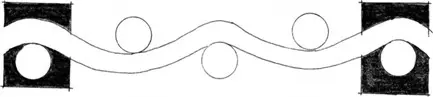
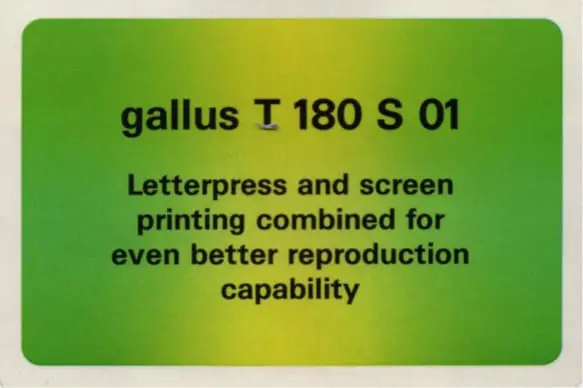
Although the screen process is competing for work in some areas of the printed label field, a recently designed web fed type press has brought together both the screen and rotary letterpress processes, onto the same press, which incorporates hot foil stamping, punching, and die cutting attachments, as well as both screen and letterpress printing stations. Such presses are used to produce label work of a very high degree of quality, which can benefit from the advantage of both screen and letterpress systems.
An example of a self-adhesive, combining the halftone quality of letterpress and the boldness of solid type of screenprinting is shown here.
All printing businesses, no matter what process they are involved with for their production, have a common aim, in that the business recovers its costs, and makes a profit.
The productivity of a business is not only determined by the method of production employed, but also from the interaction of machinery, the skill of the operators, customer service, and the ideas and decision-making abilities of the management team.
This chapter will look into the suitability of using this process, along with some management’s aspects in company efficiency.
In this chapter, certain characteristics of the screen process will be compared with those of offset lithography. Although there may be little similarity between many types of work produced by these two processes, the increasing technological developments of the screen printing industry have drawn it into competition with the short run length litho work, in areas such as multi sheet poster work, and Point of Sale advertising, both of which can be produced to high levels of quality by four colour screen printed half tone work.
It is this direct competition with lithography, that has divided the screen process industry into two, on one side are those that consider that the screen process can compete directly with litho, and those that consider that, by trying to increase the market share into litho type work, the screen printers are bringing about their own downfall.
In this chapter I have compared the two processes in four areas of production, these being:
Due to the simplistic nature of the screen process, the design of a printing press, is very basic compared to that of an offset press. Whereas the offset type press requires complex dampening and inking roller systems, and precise cylinder positioning for the inking and transference of the image from the plate on to the substrate, in screen printing, this is all controlled by the single action of the squeegee blade.
Litho Screen
Although the simplicity of the screen process calls for a less complex press than offset, the cost rates of screen process equipment are very high when compared to those for offset machinery, this is due to the low productivity of the screen process, compared with that of lithography.
To make an example, by means of cost analysis, at 60% utilisation and a production speed of 1700 impressions per hour, the cost of a single colour print, using the most up to date SVECIA High Speed cylinder type press with steam feeder and auto—stackers, is estimated to be 3 pence.
This print cost can then be compared with that of a job produced on a MAN ROLAND two colour sheet fed litho press. Using the same cost analysis, with the exception of a production speed of 4000 iph, the cost of a print is estimated to be 12 pence, bearing in mind that this would be a two-colour print, compared with the single colour screen print.
This example shows the kind of competition that screen printing must encounter when competing for work with litho.
The preparation time required for a litho press is much greater than that required for a screen press, which is advantageous to the screen process, as this leads to quick turnaround, on short run jobs.
The length of run is a determining factor in the pricing of a job, as the litho process can only recover its higher starting costs, if the run is long enough to cover these expenses, which are greatly in excess of the starting costs of a screen press.
Naturally, with the high hourly costs of both offset and screen-printing presses, any time that can be saved, in areas where work is not being produced, such as setting up, colour changing or washing up time is of a great advantage to the business as the presses are not contributing to paying themselves off, when they are not being used. Instead, the presses are taking up valuable floor space, which must be paid for via the rent of the premises.
Colour consistency is a problem faced by the litho printing industry, as the printing plate requires a regulated dampness level to keep the consistency of the colour the same throughout the run.
As screen printing is a stencilling method, not involved with any dampness levels, the problems of colour consistency are virtually non-existent, except for some minimal colour gain brought on by lengthening print runs. Colour variation in litho printing can be brought on by the press being stopped during a run, as the dampness level on the plate is disturbed.
The result of colour variation in printed work can alter the finished print to such a degree that it may be considered unacceptable to the customer. Many large companies requiring printed work, will employ a print buyer, who will have a wide knowledge of the printing industry. Variation in colour throughout a job could easily result in the work having to be reprinted or even taken away from the printer. An area of work that requires a high level of colour consistency is food packaging and labelling, as the customer wants the colours of the labels or packages to be the same as the others on the shelf for maximum appeal.
The quantity of ink used in screenprinting is both a strength and weakness of the process, compared to litho. The strength lies in the fact that the screen printed image may be as thick as 30 microns, compared with the litho image which would be approximately 2 microns. This ultra thick layer leads to strong eye-catching colours, that have a better resistance to weathering and handling than the litho print.
The difference between screen printed ink thickness and those of the other processes are indicated by figures shown below:
| Ultra—thin | 8 microns |
| Conventional | 12 microns |
| Thick | 30 microns |
| Litho | 2 microns |
| Flexo | 2 microns |
| Letterpress | 3 microns |
| Gravure | 7 microns |
The figures stated are given as dry thicknesses, and the screen figures shown are approximate. The exact thickness are difficult to quote, as the conditions of printing, mesh size, and open printing area of the mesh, must be taken into consideration. Other variables which affect the ink thickness, are the angle and sharpness of the squeegee, and its printing stroke speed.
It is possible to print ink films considerably thinner than 8 microns, but the advantage of having a thick ink film diminish as the ink film thickness decrease.
The disadvantages of screen printing are basically that, due to the thick ink film required, the ‘mileage f of the inks is much less than that of litho inks, per litre, and the ink is also more expensive. Therefore, the amount of ink required to screen print a job, would be greatly in excess of that required to print the same job litho. The screen process also faces the problem of having to use expensive dryers to dry the printed job.
Taking all the considerations into account, it is estimated that the ink used in screen printing works out to be approximately 45% more than to produce the same job litho.
I think that the screen printer should look to the ink manufacturer for reduced ink pricing, rather than trying to save money by decreasing the ink film thickness, as the printer could loose one of the fundamental advantages of this process.
Halftone printing is an area of print in which the screen process cannot rival the printing capabilities of offset litho. The results of screen printing halftones can be superb, providing that the halftone screen rulings are kept relatively coarse. In litho printing, the fineness of the halftones is not governed to the same extent by the screen rulings, and up to 250 line and even 300 line halftones can be printed in this way, compared with that of up to only 100 line by the screen process, 50 or 60 being more likely.
It is possible to reproduce halftone work of up to 125 line using the screen process, giving excellent results, but the conditions required to print work to this degree of fineness are considered to be too intricate for mass production runs in the industry.
The fundamental problem facing the screen printed halftone is that of moire type interference. This is a form of dot interference, that is caused in screen printing by the coincidence of a screen thread and a halftone dot. In litho printing, the effect is caused by interference between two halftone dot rulings.
Due to the nature of printing through a mesh in screenprinting, moire is an inherent factor that cannot be totally eliminated but may be moved further away, through the use of a higher mesh count screen, which enables finer halftone printing until a point where the moire returns. In litho printing, moire can be eliminated by having the greatest possible angle distance between the two images. In multicolour work, the ideal angle for colours to be printed apart would be 30*. The darkest colour is usually printed at an angle of 45* as this angle is least apparent to the eye.
I consider that for work that requires the use of fine halftones, of the 250 line quality, litho printing will command the market for a long time to come, but there is a good chance that screen printed halftones in the region of 125 to 150 line, will become a practical proposition for commercial screen printers.
The limiting factor, at the moment, to the degree of fineness in halftone printing, is that of mesh fineness. At present, this is limited to about 150 threads per centimetre, as problems have been encountered trying to produce thinner threads that will stand the stresses of weaving.
Meshes with greater ‘mesh counts’ could be manufactured, but this is not advantageous in that the greater amount of threads per centimetre is only obtained by moving the strands closer together, at the expense of decreasing the open printing area’ of the mesh. This decreased open area would lessen the ink transmission factor of the mesh.
When considering work requiring coarser halftone rulings, the quality of screen printed work can be extremely good and in some cases, better than that printed by other processes, as the screen process is able to print brilliant colours of excellent opacity, to provide strong striking colours.
Although the screen process can compete with other processes in terms of the quality of the finished work in coarser halftone ruling work, many customers consider that fine halftone automatically brings with it a better reproduction and therefore tend to favour litho printing, even though in coarser types of work, the litho printer would not think of using the finest halftones possible, as they would be neither necessary or in some cases not technically possible.
The problem with trying to print very fine half tones by the screen process, is that the special qualities of the screen printed image are diminished by the use of thin inks printed through fine meshes, and I consider that the screen industry must be careful of losing its special qualities in order to enlarge its markets.
Although it may appear that screenprinting can compete with offset litho in some areas of work, realistically, screen printing can only hope to win orders against litho, when the length of print run would favour the shorter setting up times of a screen press, or when the special characteristics of the process would be of advantage to the work being produced. Screen printing cannot hope to take orders away from litho in most areas of production.
I consider that the screen process should concentrate on producing work that is more suited to the advantages of the process.
Although screenprinting speeds are increasing all the time, due to the introduction of new styles of printing presses, I consider that these increased speeds should be put to use to produce the more suitable work quicker and more efficiently, instead of trying to compete for the more lucrative long run multicolour litho work.
When considering halftone printing, I think that the disadvantage of the ink layer becoming thinner as the halftone dots become finer, should be an area, where care should be taken by the screen-printing industry as the process could easily loose one of its distinct advantages that it has over the other print process.
I don’t think that work requiring four colour reproduction along with fine typefaces, i.e. a four-page colour brochure is suitable for the screen process, although no doubt it could be printed in this way. Larger colour screen printers should be looking to areas of work where the bold eye-catching colours of the screen process can be used effectively with larger type faces in areas of work such as advertising posters.
The production in a printing business, is not only affected by the size of the labour force and the amount of hours being worked, but also by the efficiency of the workers and the decision making capabilities of the management.
This part of the chapter will look into several methods of improving company efficiency, that can be applied to any printing works, however large or small they may be.
This is a factor, that can be affected by many variables, ranging from workers personal problems to discontentment at work, lack of job satisfaction or lack of training.
Working conditions, it has been discovered, also have a considerable effect upon the efficiency of the work force, and now great attention is being paid to introduce good ventilation, lighting, heating and decor to the work areas of factories. Another factor that affects the work force is that of lack of job satisfaction, that has been brought about by specialisation and mass production, where the workers have little motivation to work to their full capacity. Incentive schemes are offered by some companies, where monetary rewards are related to effort and are used as a stimulus to increase output. These incentives can take the form of profit sharing, piece work or group incentives.
Many workers may not be reaching their maximum efficiency due to a lack of training or knowledge of their work and obviously a fully trained labour force is more effective than an untrained one, and so, management should encourage staff training at colleges and universities.
It has been found that many printing companies do not work to their full capacity, in that they have areas in the business that are not being fully utilised, and to increase the plant capacity, these areas must be exposed, and be made to work fully, this is particularly relevant in times of increasingly tough competition and dwindling markets.
In screen process production, as in any other production area, every opportunity must be seized to improve the businesses efficiency. If all the under worked areas are made to work to their full capacity, the added profitability to the company will help keep it running.
A typical example of a slack area that may be found in many companies is that of a recurring operation. Once such an operation, which could include anything from making ready a machine to preparing the stencil for the job, has been carried out on a regular basis, a ‘works blindness! may set in, that could stop any further progress in relation to speed and efficiency. To get rid of these tradition attitudes, management should try to impress upon the workers the idea of critically examining any work they do.
It is only with worker commitment, that the business can hope to discover all the areas that are slacking in the company, and the managers should ask their workers for their ideas, in return for being kept updated with any decisions that have been made in the business. An advantage of this system is that the employees bill feel a common interest in their work with their managers.
Another method that could be employed to improve company efficiency would be a Time Study to examine the operations being performed, using standard times. The idea of a time study is to break a job into elements each of which is given an estimated time. The estimated time is then compared to the time taken to accomplish the task, and then the difference is noted. The management can then act upon the information, in cases where the work is being produced too slowly.
A disadvantage of this system is that it would be just as likely to upset the workers, as be of any use, as they may consider their jobs as being threatened.
This system of improving efficiency, is based upon the idea that everybody is susceptible to making occasional errors at work, which may result in a financial loss for the company.
It was originally compiled by the American Defence System who realised that freedom from error would result in improved efficiency. The Zero Defects program, or ZD as it was called, was drawn up to outline the main causes of errors, and causes such as lack of concentration, fatigue, and unsatisfactory working conditions came to light as some of the more frequent ones. These causes are then acted upon.
This Zero Defects Program can be effectively applied to printing works, as price cutting and methods of cost reduction become more necessary, and if it is logically planned and implemented, could make a substantial contribution to the prevention of loss of capital.
In many screen-printing works, the production of print involves the movement of large amounts of material, that may vary from pallets of glass sheeting, to buIky plastics or boards.
The amount of utilisation that can be expected from the printing presses, is directly linked with this movement of stock, and other operating processes, in that the presses can only be run at their maximum speed if the other operations are running smoothly and efficiently.
The ‘work flow’ of a business can be monitored by the use of a flow process chart, that is used to check the efficiency of a task and see if it can be improved in any areas in terms of speed and distance being travelled.
The chart works on the principle that work stations are drawn on to a plan of the factory floor, and movements between the stations are recorded. If the chart indicates that the material travels between the same work stations unnecessarily an improved scheme is drawn up.
The ideal layout for work flow at a screen printing establishment, would be for the reproduction, ink and material preparation areas, and all other preparation departments to be linked to the printing areas by short direct routes. The bindery or secondary processing area should be linked directly to the printing area, and the despatch area should join on to the bindery.
Such an ideal workflow layout could only be achieved if this had been considered at the planning stage. In rented premises, not specifically designed for this ideal workflow, thought would have to be given to devising the most efficient working layout.
Technological developments in the screen-printing process, the youngest but most versatile of all the printing systems, continue to strengthen its position as the fourth major printing method. In its short history, it has progressed to a highly technical printing process, capable of producing work to a very high degree of quality.
This chapter will be involved in examining some of the new equipment and materials that are being introduced to the screen-printing industry.
It has been the aim of many ink manufacturers to produce a water-based ink, suitable for the screen printing process, but most attempts have been unsuccessful, in that the major problems of stencil resistance paper puckering and the slowness of drying, have been difficult to overcome.
A new system has now been developed, that incorporates the advantages of both water based and ultra violet cured inks.
The system is formulated as a complete solution, rather than as an emulsion, which had been common in previous inks. The water is bound up into the ink, which overcomes problems such as wrinkling, as the water is not absorbed in to the stock.
The fact that the water is completely expelled during the curing process, means that there is no limitations regarding the porosity of the substrate.
This type of ink offers several advantages over both solvent and standard U. V. cured systems.
These include:
A set back to this system is that the ink has an odour, which would obviously limit its application.
This is a new system of colour matching, which is fitted with a spectrophotometer that automatically reads off from any colour sample, and then feeds the information into a digital computer.
The computer then analyses the colour in terms of reflectance, at 16 different wave lengths, and then gives the information as a photometric curve.
The operator feeds into the computer the type of ink which is required and the substrate, which are used for the particular colour match. The computer then gives a series of options of alternative formulations, which can be used to achieve the correct colour match.
The instrument can also be used for quality control checking.
This type of system is used in the coating of direct type stencil emulsion on the pretensioned screen. The screen is coated on both printing and squeegee sides, by means of two parallel coating blades. Due to the uniform thickness the mesh filling is considerably increased.
The general advantages of this type of coating include:
This system has been designed to improve the registration and dimensional accuracy of the finished print, by means of a computer.
The system compares each print, automatically to the previous one, and if there is any difference, it is corrected by the computer, before the next print is made.
When the sheet has been fed to its printing position, two photoelectronic sensors move over the registration marks, and determine, by using a special matrix camera, the difference in position, compared with the previous print.
The measured data is then compared by the computer, and as the printing screen is being lowered, the adjustment corrections are made, to bring the sheet into exact register.
This chapter has explained four examples of the type of new materials and equipment that are being made available to the screen printer.
It is in this type of development, that will enable this process to keep up to date, in areas where the other printing processes will also be developing, an obvious example of this would be in computer operated systems.
The conclusions that I have drawn from my research are outlined below.
Since the 1950’s, the screenprinting process has been subject to increasing technological development, to such a degree that it is now considered to be the fourth major printing system used in industry.
The new developments in the mesh, stencil and ink used in the process, have led to improved standards of halftone reproduction, which have enabled work of a finer degree of quality to be produced.
Developments in improved press design and drying techniques have also been taking place in the industry, which have led to acceptable production speeds for this process.
It is a combination of the improved production speeds, and the ability to produce work of a finer degree of quality, that has caused some screen process printers to try to compete in markets more suited to other processes.
Although the screen process can now reproduce halftone work to an acceptable standard, I consider that the industry must be careful not to lose its fundamental advantage of the strength of colour, by trying to produce work of too finer detail.
I consider that the improved qualities of the process should be applied to producing work more suited to screens characteristics more efficiently.
I consider that screenprinting is a viable printing process for the production of graphic type work, that requires strong, eye-catching colours, printing on to materials such as paper and plastics. Examples of this type of work include Point of Sale display material and hoarding posters, that can benefit from the improved printing capabilities of the process, without the need for the utmost degree of halftone quality.
The process is also a viable means for the production of virtually any type of industrial work, that can benefit from having an image printed on to its surface such as instrument panels and car windscreens.
I left Kitson College in 1985, and qualifications in hand, entered the world of employment, working initially for a commercial lithographic printer in the role of sales, marketing and business development.
Following a couple of years, I spread my wings and at age of 21 started my own business, trading and outsourcing screen printed work that my former employer wasn’t able produce for my growing customer base and contacts.
A chance meeting with a time served screenprinter led to my first employee. Premises, equipment and trainees quickly followed.
It very quickly became apparent that the demand for screen printed Labels, banners, point of sale, and display work was endless. And nationwide.
Before too long, and with 25 staff on the payroll, I merged two more long established Northern screen printing companies into our operation. We were now Screenprint & Display Ltd, and working for clients of all descriptions throughout the UK.
At this time, great advances in technology were happening in the old process, in a relentless pursuit of speed of production and reduced machine downtime.
Developments came quickly, and the large companies at the vanguard of the industry ran to keep pace with each other.
Darkroom produced film positives made way for clean, chemical free imageset films; themselves making way to direct image projection onto screen, eliminating the need for film positives, darkrooms, and their operatives altogether.
Automatic stencil coaters took away the laborious skill of hand coating print screens.
In the press halls, two colour, and then insatiable 4 unit C,Y,M,K presses swallowed the longer runs of full colour work at a rate of knots.
Screens taken from the presses quickly recycled in automatic screen reclaiming units.
The selling price of print fell as fierce competition and capacity in the industry grew…
The differentials and basic advantages of the old process were being forgotten as those at the forefront of the industry entered a head to head battle for market share and turnover against the new larger format UV multi colour lithographic presses, capable of printing larger sheet sizes and ever more diverse substrates.
In the wings, a new technology of digital inkjet printing was being developed, and quickly came of age. And turned the entire printing industry on its head.
A clean technology, without a need for pre-press make readies, screens, plates, films and the like. Instant colour print at the push of a button. Balanced, accurate colour matching with zero waste, printed onto any imaginable substrate…
The impact was instant.
At entry level, Signmakers, Graphic Designers, high street Copy shops and small litho houses could enter the former screenprint-only market for poster, self-adhesive sticker, and banner type work for the very modest outlay of a roll-fed wide format inkjet printer.
Shortly ‘flat bed’ digital printing systems would become available, allowing quick and simple full colour printing of flat sheets of substrate, as the ink jet print head passed over.
Suddenly work produced on rigid boards, plastics, pvc’s, metal and glass had new, and very cost effective competition…
The digital ‘presses’ got faster and faster with multiple instant drying UV print heads working in sequence, enabling ever increasing print speed. Coupled to them, robotic sheet feeders, sheet take-off systems and stackers reducing the need for labour…
The new technology allowed variable-data. Gone were long print runs; Digital could produce orders of a single sheet, through to a complex mix of different artworks within the same production run.
The writing was firmly on the wall for the screenprinting process and it’s unique, multiple niche markets.
The industry, and those companies in it, had to adapt or die. Many chose the inkjet-only route, disposing of the old technology and replaced by the new. Others hung on, awaiting their fate, as the digital industry stole their market share. Others folded, incapable of changing tack quickly enough.
We could see that although the future of the industry has changed forever, screenprinting still had its place in a point of sale, sign printing and display house such as ours.
We embraced the new process, and invested in both roll fed and flat bed digital technology, but to complement, and not compete with screen process.
For all of digital printings strengths, digital printing still has inherent weaknesses, and by retaining screenprinting capacity, we could overcome those problems. Some work actually benefitting from a mixture of the two processes for cost effectiveness or necessity.
Having gone full circle, from a laborious hand fed, analogue, single colour printing technique, to its zenith as the chosen method for full colour process printing requiring large format or rigid sheet work, screen process can still be a very viable process for some types of commercial printwork.
Sticking to its fundamental strengths: durability, lightfastness, vibrant and accurate colour matching, solid opaque printing of white ink. Single or maybe two colour work in large volumes. Fluorescent, metallic, pantone matched ‘spot’ colours, over-varnishing…all are possible, and unmatched by any other print process.
In final conclusion, I wrote in 1985 that screen printing must stick to its inherent strengths. I think I was correct.
The screen printing process does still have its place as a commercial graphic printing technique in 2024, if utilised correctly…and something that will certainly be with us for some time to come.
In the compiling of this 1985 thesis, I received help from many people. In particular I would like to thank the following:
During the research into the 1985 thesis, I obtained information from the following sources: